激光切割與水導激光切割技術這兩種技術在不同行業(yè)中的適用性差異顯著����。本文將從??功率�����、材料適應性��、加工精度??三大維度展開對比���。
一���、核心技術對比
1、功率與效率??
??激光切割??:采用高功率密度激光束(通常為千瓦級)�,通過聚焦光斑實現(xiàn)快速材料去除。典型功率范圍覆蓋500W至10kW��,可切割25mm以下金屬板材�,速度可達600cm/min(2mm低碳鋼)。但對厚板(>20mm)加工效率顯著下降�����。
??水導激光切割??:通過水射流引導低功率激光(通常<1kW)��,能量密度集中但整體功率受限�����。切割18mm碳纖維復合材料時速度僅5mm/min�����,但無熱影響區(qū)特性使其在薄壁件(<1mm)加工中效率反超傳統(tǒng)激光�����。
傳統(tǒng)激光切割在高功率場景下優(yōu)勢顯著���,適合金屬板材批量加工�;水導激光則通過水流冷卻降低能耗��,更適合精密微加工�。
2、材料適應性??
??激光切割對導電金屬效率更高�,但復合材料易產(chǎn)生分層;水導激光通過水流抑制熱應力�����,可加工高硬度�����、熱敏感材料����。
3、加工精度與質(zhì)量??
激光切割??:切口寬度0.1-0.5mm�����,熱影響區(qū)(HAZ)達12μm(不銹鋼),表面粗糙度Ra 6-12μm��。
??水導激光切割??:切口寬度可縮至20μm��,無熱影響區(qū)�,表面粗糙度Ra<1μm。水射流同步?jīng)_刷熔渣��,實現(xiàn)微米級垂直度(錐度<1°)
切割案例??效果:水導激光切割碳化硅晶圓時��,切口粗糙度Ra<10nm���,而傳統(tǒng)激光切割Ra>100nm��。
二���、行業(yè)適配建議
1、建筑與金屬加工行業(yè):優(yōu)先選擇傳統(tǒng)激光切割??
??適用場景??:鋼結構件�����、鈑金加工�、幕墻板材切割���。
??優(yōu)勢??:高功率設備可快速處理厚板(如6-8mm鋼板)����,成本效益顯著。
??局限??:需避免對不銹鋼等反光材料加工��,易產(chǎn)生熱變形��。
2�����、電子與半導體行業(yè):水導激光切割為核心??
??適用場景??:芯片封裝��、陶瓷基板切割��、柔性電路加工�����。
??優(yōu)勢??:無熱損傷保障元件性能�,微米級精度滿足高密度布線需求。
??案例??:水導激光切割硅晶圓時��,邊緣完整性提升40%,碎片率降低至0.5%以下�����。
3�����、航空航天與醫(yī)療器械:水導激光不可替代??
??適用場景??:發(fā)動機葉片氣膜孔���、骨科植入物微結構����。
??優(yōu)勢??:鈦合金加工熱影響區(qū)<5μm����,避免材料強度衰減;醫(yī)療級零件的生物相容性要求��。
4�、新能源與環(huán)保行業(yè):水導激光綜合優(yōu)勢突出??
??適用場景??:燃料電池雙極板、光伏硅片切割����。
??優(yōu)勢??:水流沖刷減少粉塵污染�,符合綠色制造標準���;深孔加工(深徑比>30:1)效率提升30%。
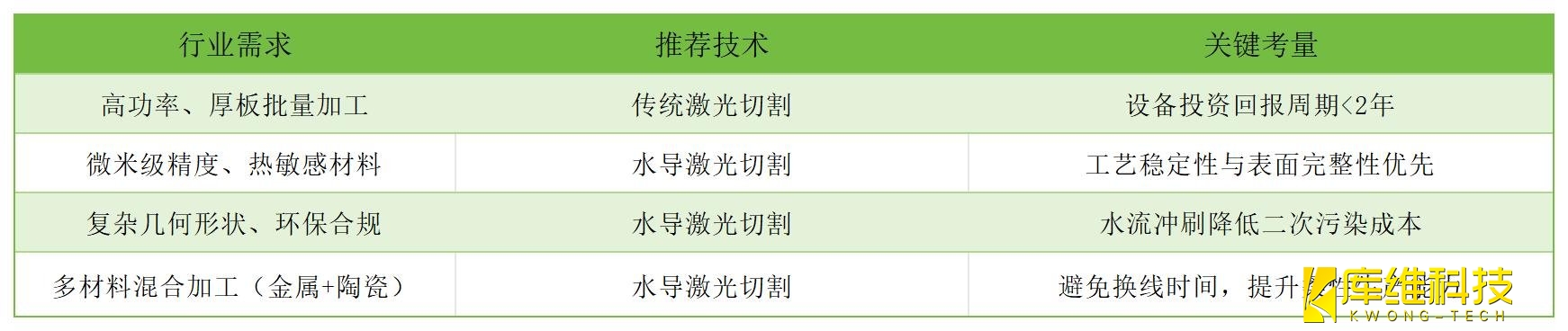
三����、技術選型決策矩陣
對于追求極致精度與環(huán)保的企業(yè),水導激光切割正成為高端制造的新標準�����;而傳統(tǒng)激光切割仍在大規(guī)模金屬加工領域保持不可替代性����。