在船舶與海洋工程領域����,大型中厚板結構件(如甲板�、艙壁�����、雙層底分段等)的焊接質量直接影響船舶的安全性���、耐久性和建造效率。激光焊接技術憑借其高精度��、低熱影響區(qū)(HAZ)和高效熔敷等優(yōu)勢�����,逐漸成為行業(yè)技術升級的核心方向。
一��、技術背景與行業(yè)需求
1����、船舶中厚板焊接的挑戰(zhàn)
船舶中厚板(厚度4.5-50mm)需滿足高強度�����、耐腐蝕性及復雜工況適應性等要求����,傳統(tǒng)焊接工藝面臨以下痛點:
-
??熱輸入集中??:導致焊接變形和殘余應力,需多次矯正���,增加工時成本。
-
??裝配精度要求高??:激光焊接對間隙敏感���,傳統(tǒng)工藝需開設大坡口(如I型坡口)����,材料浪費顯著。
-
??效率瓶頸??:單激光焊接穿透能力有限(通常≤8mm)���,厚板需多層多道焊接����,效率低下�����。
2�、激光焊接技術的突破方向
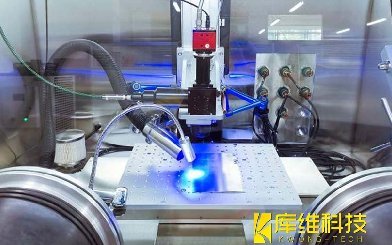
激光焊接通過能量密度集中(>10^6 W/cm²)實現深熔焊,結合復合工藝(如激光-TIG���、激光-MAG)可顯著提升適應性:
-
??復合焊接技術??:通過激光與電弧的協(xié)同作用�����,平衡熔深與熱輸入�����,減少變形。
-
??熱絲輔助系統(tǒng)??:預熱填充焊絲�����,提升熔敷效率�,適用于厚板單面焊雙面成型��。
-
??多激光束集成??:德國漢諾威激光研究中心開發(fā)的3激光束系統(tǒng)�����,可穿透30mm厚板��,結合數字孿生技術實現過程監(jiān)控�。
二、激光焊接集成方案的核心設計
1�、工藝流程優(yōu)化
(1)坡口設計與預處理
-
??坡口形式??:采用窄坡口(如V型坡口角度60°-75°)���,減少填充金屬量�����,降低熱輸入�����。
-
??裝配間隙控制??:通過激光視覺跟蹤系統(tǒng)(如TH6D傳感器)實時監(jiān)測間隙,確保≤2mm�,避免未熔合缺陷����。
(2)復合焊接參數配置
-
??激光功率與熱絲電流??:激光功率2700-3000W�,熱絲電流80-120A����,預熱時間12分鐘���,實現6-12mm板材單面焊雙面成型。
-
??擺動策略??:根據焊絲直徑(0.8-2mm)調整激光擺動寬度(2-4mm)及頻率(>200Hz)���,優(yōu)化熔池穩(wěn)定性�����。
2��、設備選型與集成
(1)核心設備配置
-
??激光器??:連續(xù)光纖激光器(功率≥3kW),支持高速掃描與多模式輸出�。
-
??復合焊槍??:集成振鏡激光焊槍與TIG焊槍,確保光-電弧-焊絲同軸耦合�����,提升熔敷效率9倍以上����。
-
??自動化系統(tǒng)??:機器人搭載水冷焊槍(如ROBO WH W500),配合蛇形槍頸設計�����,適應狹窄空間焊接����。
(2)輔助系統(tǒng)集成
-
??質量監(jiān)控模塊??:采用激光焊縫跟蹤傳感器(TH6i)與紅外熱像儀�����,實時檢測焊縫寬度�����、熔深及變形����。
-
??清槍與除塵裝置??:集成TCS清槍工作站與FEC除煙系統(tǒng)�,減少停機時間���,保障作業(yè)環(huán)境安全�����。
三�、技術優(yōu)勢與經濟效益
1���、性能提升
??效率突破??:激光復合焊速度達30-40mm/s(傳統(tǒng)TIG焊的9倍),厚板焊接周期縮短40%�����。
??質量保障??:焊縫熔深比達1:5��,熱影響區(qū)寬度減少50%�����,抗疲勞性能提升30%���。
2�����、成本控制
??材料節(jié)約??:窄坡口設計減少填充金屬用量20%-30%,年節(jié)省成本超百萬(以單船5000噸鋼材計)���。
??能耗優(yōu)化??:激光能量轉換效率達30%-40%,較傳統(tǒng)電弧焊降低50%能耗����。
3、環(huán)保效益
??低煙塵排放??:激光焊接煙塵量減少60%�����,配合FEC除煙裝置實現達標排放��。
四����、應用案例
1��、船廠分段建造項目
??場景??:12mm厚DH36鋼板拼板焊接。
??方案??:采用激光-MAG復合焊���,配合ABIMIG03 A T LW焊槍�����,實現4m長焊縫一次成型�。
??成果??:焊接速度35mm/s����,變形量<0.5mm,探傷合格率99.2%���。
2��、海洋平臺立柱焊接
????場景????:30mm厚不銹鋼管對接����,需避免晶間腐蝕�����。
??方案??:多激光束(3×3kW)疊加焊接,結合數字孿生預測熱場分布����。
??成果??:熔深達28mm���,無未熔合缺陷,交付周期縮短25%���。
激光焊接集成方案通過工藝創(chuàng)新與設備協(xié)同�,為船舶與海洋工程中厚板焊接提供了高效�����、低耗����、高質的解決方案。隨著智能化與綠色制造技術的深度融合�,該方案將進一步推動行業(yè)向高端化、智能化轉型�����,助力中國船舶工業(yè)在全球競爭中占據技術制高點�。