水導(dǎo)激光技術(shù)應(yīng)用案例之Ni-Si合金加工
發(fā)布日期:2025-06-11 09:46 ????瀏覽量:
隨著航空航天發(fā)動機推重比的持續(xù)提升��,渦輪葉片工作溫度已逼近傳統(tǒng)鎳基單晶合金(1150℃)的耐溫極限�。兼具低密度(6.6-7.2 g/cm³)與高溫強度的Nb-Si合金(熔點1950℃)成為下一代高溫結(jié)構(gòu)材料的理想選擇。其加工過程中易氧化�、熱累積效應(yīng)顯著等問題,導(dǎo)致傳統(tǒng)工藝難以實現(xiàn)高完整性氣膜孔制備�。水導(dǎo)激光技術(shù)通過創(chuàng)新性的"激光-水射流"協(xié)同機制,為Nb-Si合金加工提供了突破性解決方案����。
一、Nb-Si合金加工的技術(shù)挑戰(zhàn)與傳統(tǒng)工藝瓶頸
1�、材料特性與加工難點
Nb-Si合金在高溫氧化環(huán)境中易形成SiO?氧化層�����,導(dǎo)致材料脆性增加�����。傳統(tǒng)電火花線切割(EDM)和干法激光切割存在以下缺陷:
-
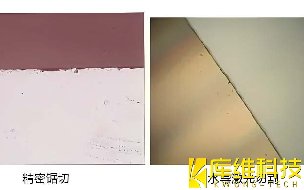
??熱影響區(qū)(HAZ)顯著??:激光能量集中引發(fā)局部熔融�����,形成厚度達100μm以上的重熔層����;
-
??表面氧化嚴重??:加工過程中氧氣參與反應(yīng)��,生成Nb?O?��、SiO?等脆性氧化物(XRD檢測顯示氧化物相占比超30%)
-
??微裂紋與孔洞缺陷??:流體不穩(wěn)定性導(dǎo)致熔融物殘留���,形成直徑5-50μm的微孔洞(SEM觀測孔隙率高達8%)�。
2����、工藝參數(shù)控制困境
常規(guī)工藝中��,切割速度與表面質(zhì)量的矛盾尤為突出:
-
低速加工(<1 mm/s)時�����,熱累積引發(fā)周期性條紋��;
-
高速加工(>5 mm/s)則導(dǎo)致熔渣清除不徹底��,粗糙度Ra值達6.35μm���。
二、水導(dǎo)激光技術(shù)的革新機制
1��、雙重協(xié)同作用原理
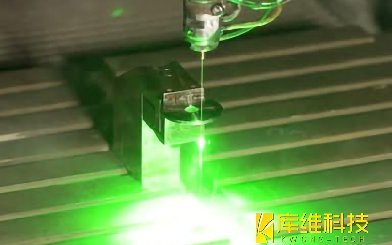
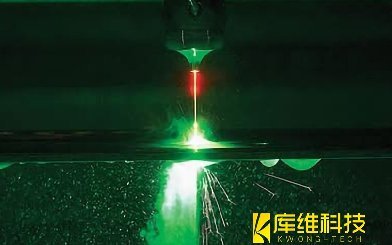
水導(dǎo)激光系統(tǒng)通過高壓水射流(30-100 MPa)實現(xiàn):
-
??動態(tài)冷卻效應(yīng)??:水流以100-200 m/s速度沖刷加工區(qū)��,將熱影響區(qū)厚度控制在50μm以內(nèi)�����;
-
??熔渣即時清除??:水射流動壓(動壓公式:P=½ρv²)形成湍流����,沖刷效率提升400%。
2��、能量傳輸優(yōu)化
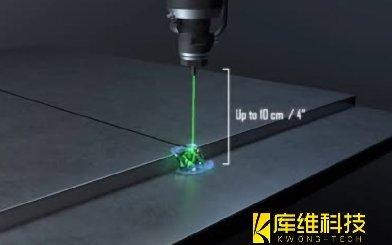
采用"液態(tài)光纖"原理:
-
激光在水射流內(nèi)全反射傳輸�,能量密度均勻分布(平頂光束能量偏差<5%);
-
柱狀光束直徑30-100μm�����,實現(xiàn)無錐度切割(錐度<0.1°)����。
三、Nb-Si合金加工應(yīng)用實例與性能突破
1��、微孔加工技術(shù)突破
針對渦輪葉片氣膜孔(Φ0.1-0.5mm)的嚴苛要求:
-
??加工效率??:Φ1×3mm通孔加工時間僅20秒��,效率較EDM提升8倍����;
-
??尺寸精度??:入口/出口直徑差ΔD=10μm,圓度誤差<±0.005mm����;
-
??表面完整性??:Ra=0.81μm,無微裂紋���。
2�、復(fù)雜結(jié)構(gòu)加工能力

成功制備深徑比18的鏤空結(jié)構(gòu):
-
??線寬控制??:0.17mm線寬保持穩(wěn)定,壁面粗糙度Ra=1.2μm���;
-
??熱累積抑制??:XRD檢測顯示無氧化相生成����。
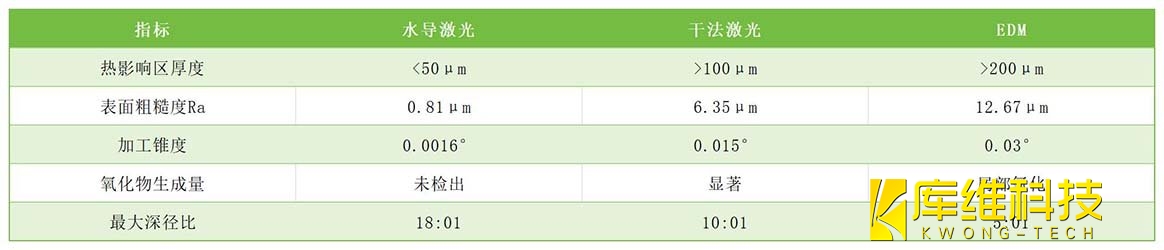
四���、技術(shù)優(yōu)勢對比分析
五�����、產(chǎn)業(yè)化應(yīng)用前景
1���、航空發(fā)動機升級
水導(dǎo)激光技術(shù)已應(yīng)用于某型發(fā)動機渦輪葉片氣膜孔加工,實現(xiàn):單晶葉片加工合格率從72%提升至98%�����;葉片服役溫度提升150℃����,推重比提高0.3。
2��、微電子封裝革新
在LTCC基板加工中:30W高功率下微槽錐度穩(wěn)定在0.2°����;3D集成組件良率提升至95%。
水導(dǎo)激光技術(shù)通過創(chuàng)新的"冷加工"機制��,成功突破Nb-Si合金加工的技術(shù)壁壘��。其獨特的能量傳輸方式與動態(tài)冷卻系統(tǒng)��,為航空航天高溫結(jié)構(gòu)件��、微電子器件等高端制造領(lǐng)域提供了革命性解決方案��。
相關(guān)文章
水導(dǎo)激光技術(shù)應(yīng)用案例之LTCC材料加工
水導(dǎo)激光加工技術(shù):激光與水射流的耦合分析

水導(dǎo)激光如何解決碳化硅加工難題���?— 技術(shù)解析與案例實踐

水導(dǎo)激光切割技術(shù)在切割碳化硅時的切割速度如何?

水導(dǎo)激光加工技術(shù):水導(dǎo)激光與水輔助激光切割硅片對比
水導(dǎo)激光加工碳化硅中的注意事項
水導(dǎo)激光加工技術(shù):傳統(tǒng)加工與水導(dǎo)激光在相同工藝參數(shù)下的加工表面質(zhì)量對比
從航空航天到微電子:水導(dǎo)激光的跨界應(yīng)用圖譜
如何通過改良切割工藝來優(yōu)化激光切割碳化硅的質(zhì)量?